|



|




| �G�A���[�^�[��C |
|
|
| �G�A���[�^�[��C |

| ��ܘ_�� |


| �H�i���H��≻�w�H�ꓙ����̗L�@���p���̏����́A�]������D�C����������p�����������D�@�ɂ����̂���ƂȂ��Ă���B�ߔN�ɂ����ẮA�R���p�N�g�ŃR�X�g�̒ጸ������������Z�p�J�����i�߂��Ă���A���̒��ɂ����Č����̕��s�h�~�Ɛ����̕��ω��A�������������ɂ����鏈���̍��������Ɋւ���Z�p�J���͒��N��ʂ��Đi�߂��Ă���A���܂��Ɋ����Ƃ���������Ȃ��B�Ή���̈�Ƃ��āA�G�A���[�^�[�i�U�C���u�j�̉��ǂ�����B���E���ޗ��A���E�A���Ȃǂ�p�����C�A�����^�̂��̂́A�ݒu�ꏊ��^�]��������ɂ���ĉ��D�̑͐ς�E�̖ڋl�肪��������B�����h�~���邽�߂ɂ͑傫���G�l���M�[�ɂ���ĉߏ�̉Q���������邱�Ƃ��K�v�ƂȂ�B�������A���̕��@�̓G�l���M�[�̖��ʂł���B�����̉ۑ���������邽�߁A�ڋl�܂�≘�D�̑͐ς��������A�ȃG�l���M�[�ʼn^�]�\�ȃG�A���[�^�[���]�܂�Ă���B �����œ��Ђɂ����ẮA�G�A���t�g�����ŁA���܊p�`��̐V�����̃G�A���[�^�[�i���i���F��C�j��2006�N�i����18�N�j�ɓƎ��ɊJ�������B�p�������ݔ��̐V�݂͂��Ƃ��A�C�A�����^�G�A���[�^�[�̋C�A�f�o���̖ڋl�܂���P�A�����̉��D�͐ω��P�A�G�A�ʍ팸�ɂ��R�X�g�̒ጸ���ȂǁA���̃^�C�v�̃G�A���[�^�[�̕s��̉��P��ړI�Ƃ��Ĉ��������ɑΉ����Ă����B�����āA�����̗v�]�ɓI�m�ɉ����邽�߂ɓ��ЃG�A���[�^�̍X�Ȃ���lj��P��ڎw�����B�Z�p�J���̓��e�Ƃ��ẮA�G�A���[�^�[�𑅒�ɌŒ肷��x���ւ̊J�����̐ݒu�A�{�̓����̕ω��A����Ɠ����[�Ƃ̃N���A�����X�̒����A�G�A�z�ǂ̓f�o���̐ݒu�ʒu�̕ω��������{���A����̉��D�i�͋[���D�Ƃ��Ẵr�[�Y�j�̗��������������ɂ��ώ@���A�e�\����2011�N�i����23�N�j�ɍœK�������i���v���c�@�l������Y�Ǝx�����c�́u����23�N�x�����풆����Ɖ����t�@���h���ƐV����`�������W�x�����Ɓv�ɂ���ĊJ���������́j�B |

| 2.1 �\���A���� |
| ���Ђ̃G�A���[�^�[�́A�C�̂�ő̂Ȃǂ����݂���p���ɂ����āA�e���������S��������Ƌ��ɔp���ɑ���_�f�̗n���������I�ɍs�����Ƃ�ړI�Ƃ��ĊJ���������̂ŁA�㉺�������ʐς̌܊p�`��̊J������L����Փ˔i�}1�j���㉺�����ɑ��i�ɓ����ɔz�u���A���Y�������ɋC�̕��o�m�Y���ƁA�ݒu�ꏊ��ʂƓ������ƂɃN���A�����X��L������Ԃō\�����ꂽ���̂ł���i�}2�j�B |

| �}1�@�Փ˔̊O�� |
| �}2�@�G�A���[�^�[�̊T���} |
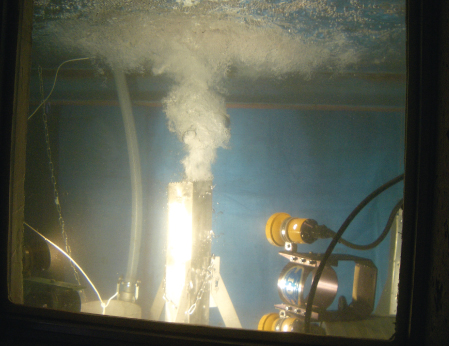
| �G�A���[�^�[�̍�p���ʂ�}3�ɁA���ۂ̋�C�̓f�o��}4�Ɏ����B�C�t���o�m�Y�����畬�o���ꂽ�C�̂͏Փ˔ɏՓ˂��Ȃ��瓛�̂��㏸����Ƌ��ɁA���Y���̂ɂ�����C�̂̏㏸�ɋN�����ĉt�̂��g�����A���A���̗g���ɓ������Ĕp�����̌ő̂Ȃǂ����̉����̃N���A�����X�������瓛�̓����ɐN������B���̌��ʁA�t�́A�C�́A�ő̂����̓����ɋ������A�X�ɏՓ˔̌��ʂɂ���ċC�̂���������Ƌ��ɎO�҂����S��������B |
| �}3�@�G�A���[�^�[�����ɂ�����C�t�����̏� |
| �}4�@�G�A�̓f�o�� |
| �}1�Ɏ������Փ˔��~�`�ɋ߂��`��ł������ꍇ�A�~���ɉ����ė��̂�����邽�߁A�~�������ɂ����闐�����������ɂ����Ȃ�B���p�`�ɂ����ꍇ�́A�e�ӂɗ��ꂪ�Փ˂��Ȃ���i�ނ��߂ɗ����������₷���Ȃ�B����A�O�p�`��l�p�`���ɂ���ƒ�R���傫�����Ď������̗��ꂻ�̂��̂����������A����ɂ̂ݗ��ꂪ�Z�����Ă��܂��B���ʓI�Ɍ܊p�`���œK�Ȍ`��Ƃ��Č��肳�ꂽ�B�܂��A�Փ˔̒i���ɂ��ď㉺�����̗�����l�����Č����������ʍœK�Ȓi����5�i�Ɍ��肳�ꂽ�B |
| 2.2 �����̗L�� |
| (�P)���������������� |
| �ӏ��o�^ ��1304966���Փˎ��U�C�� �ӏ��o�^ ��1304967�� �@�@�@�@ �Փˎ��U�C�Ǘp�Փ˔� �����o�^ ��4907258���@�C�t�������u ���W�o�^ ��5016052���@��C �����o�^ ����2006-220164�@�C�t�������u |
| (�Q)�\�����̂��� |
| PCT/JP2006/309694 �C�t�������u 16.05. 2006 |
| (�R)����̗\�� |
| �e��p�r�ɉ����čގ��A�\�ʐ���A���̑��@�\�Ȃǂ����ǂ��čœK���������̂��������ł��肻�ꂼ�ꌠ�����𐄐i����\��ł���B |
| 2.3 ���\ |
| ���Ђ̎��т̈��Ƃ��āA�Ⓚ�H�i���H��i�p������ 100�u�j�ɂ����āA�G�A���[�^�[��ݒu�i��������2��A���C����6��ݒu�j�������͎��I�ɐ}5�Ɏ������B����́A���Y�Ⓚ�H�i���H��̔r�������ݔ��ɂ����Ĕ��C�A�������鑽�E���^�C�v�̎U�C���u��p���Ă������̂̐��\���P��ړI�Ƃ��Ď��g���̂ł���B�^�]���ʂ̊T�v��\ 1�Ɏ������B���ЃG�A���[�^�[������ɐ��������サ�A����1�N���o�߂�������������\���ێ�����Ă��邱�Ƃ��m�F���ꂽ�B�X�ɑ��E���^�C�v�̃G�A���[�^�[�g�p����1�T�ԕ��ς̓d�͎g�p�ʂ�1,320kWh�ł��������A�V�^�G�A���[�^�[������ɂ�1,075kWh�ƂȂ�A��19%�̓d�͍팸���������ꂽ�B |
| �}5�@�G�A���[�^�[�̐ݒu�� |

| �\1�@ �G�A���[�^�[�̉^�]���ʂ̈�� |
| 2.4 �ێ��Ǘ� |
| �p�������ݔ��ɂ�����G�A���[�^�[�̑I���͎��̒ʂ�ł���B�������ɂ����ẮA�傽��ړI�͌Ō`���̒��~�Ƒؗ��ɂ�镅�s�h�~�Ɛ����̋ώ����ł���B���̂��߁A�G�A���[�^�[��������̃G�A���t�g���ʂɋN�����闬�̂̋z�����݂ɂ��h�a���ʂ�D��I�ɍl����B�v���1�䓖����̎����ʐρi���̂̋z���\�Ȗʐρj�ł���B���C���ɂ����ẮA�傽��ړI�͊������D�ւ̓K���Ȏ_�f�̋����ł���B�v��͎_�f�̗n�������i���[�ɉ�����2�`17%�j�ł���B���̌��ʂ��番����悤�ɓ��ЃG�A���[�^�[�́A�h�a�\�͂Ǝ_�f�̗n�������̂��ꂼ���v��Ƃ��邱�Ƃ��\�ł���B�Q�l�܂łɁA��ʓI�Ȋ������D�@��K�p�������C���ɂ����āA���C�A�����鑽�E���^�C�v�Ɠ��Ђ̃G�A���[�^�[���g�p�����ꍇ�̔�r��}6�Ɏ������B |
| �}6�@���ЃG�A���[�^�[�̉��D�͐ϖh�~���� |
| ���E���^�C�v�̂��̂̓G�A���t�g���ʂ��Ȃ����߂ɃG�A���[�^�[�����ɉ��D�̑͐ς��������₷���B����ɑ��ē��ЃG�A���[�^�[�͉��D�̑͐ςȂǂ̕s���h�~�ł��A�����Ɉ���I�Ȑ��\�����邱�Ƃ��ł��A�ێ��Ǘ����e�Ղł���ƌ�����B�Ⴆ�A2006�N�i����18�N�j�ɒ��쌧�̐H�i���H��̔r�������ݔ��ɐݒu������ꍆ�@�͌��݂ł��ڋl�܂肪�Ȃ��A����ғ����ł���B ���C�����Ōp�����đΗ����N�������ƂŁA�G�A���[�^�[�{�̂ɉ��D�̕t����h���A�ڋl�܂���Ȃ����Ƃ���A��{�I�Ɂi�G�A���[�^�[�́j�����e�i���X�͕K�v�Ȃ��ƍl����B�܂����E���^�C�v�ƈႢ�A�J�������傫���̂ŊԌ��^�]���\�ł���B���C�A�����^�C�v�̂��̂́A�_�f�̋������~�߂�ƕ����ɂȂ�A�u���ɖڋl�܂肪��������B���ЃG�A���[�^�[�́A�����ߔ��C�̏�ԂɂȂ����Ƃ��Ă��A�_�f�̋��������R�Ɏ~�߂邱�Ƃ��\�ł���Ƌ��ɁA�G�A�ʂ̑����ɂ��Ή��ł���̂łǂ̂悤�ȏ�����ł��g�p�\�ł���i�z�nja�F40A/KA-L�^�j�B |
| 2.5 �o�ϐ� |
| �O�q��2.1�`2.4�ɂ�������Ă���ʂ�A����I�Ȑ��\�̎����i2006�N�ɐݒu������ꍆ�@�͌��݂ł��ڋl�܂�Ȃ��j�A�g�p�G�l���M�[�̍팸�i��19%�̓d�͍팸�������j�A�ێ��Ǘ��̗e�Ր��Ȃǂ�B���ł���B����H�i���H��ł͓��ЃG�A���[�^�[�̓����O��ŁA�p��������p��4���팸�ł����B�����Œ��ӂ������͎̂_�f�̗n�������Ȃǂ̌ʂ̃f�[�^���r���邱�Ƃɂ��Ăł���B���C�A�����鑽�E���^�C�v�̃G�A���[�^�[�ɂ����ẮA�_�f�̗n�������������r����Ɠ��ЎU�C�ǂ��������l�ƂȂ���̂����邪�A�O�q�Ɏ������悤�ɖ{���A�G�A���[�^�͔p���̊h�a�Ƌ��Ɏ_�f�̗n���������l������K�v������B���Ђ̃G�A���[�^�[�͊h�a���ʂƎ_�f�̗n�����ɕ������w�W�Ƃ��Ă̒l�ł���B |
| 2.6 ������ |
| �L�@���p���̏����Ɋւ���V�^�U�C�ǂ̓K�p�͈͂��A����܂ł̎��т����Ɏ����B�H�i���H��̑��ɁA�{�Y�_��A�j�{��A���F�H��A�_�ƏW���A����������ȂǁA���L���K�p����Ă���B���ɁA�����ƊE����͕��Ђ̎U�C�ǂ������]������A�ƊE���ŏЉ�ꂽ�B�����āA2011
�N�i����23 �N�j�̉��Ljȍ~�A�����ɉ��nj^�̎U�C�ǂ��̔�����Ă���A�����_�ł͌����̂��̂��܂߂�Ɨv300 ����Ă���B����蒍�ڂ������̂��A��̎���Љ�ł��������ʂ�A���������̂قƂ�ǂ��p�������ݔ��ɂ����Ĕ��C�A�������鑽�E���^�C�v�̎U�C���u��p���Ă������̂̐��\���P�i�ڋl�܂�h�~�ƃ����j���O�R�X�g�̒ጸ���j��ړI�Ƃ��Ď��g���̂ł���Ƃ������Ƃł���B �܂����݁A�����O�Ŏ_�f�̗n�������Ɗh�a�͂𗼗������G�A���[�^�[�͂Ȃ��h�C�c��t�����X�A�J�i�_�ȂNJC�O�̊�Ƃ���₢���킹������A�C�O�ւ̓W�J������ɓ���Ă���B �@�B�h�a�ł̓v���y���̌̏�Ȃǂ̃g���u�������O����邪�A�V���v���ȍ\���ƋC�̂𗘗p�����h�a�̂��߁A����͔p�����������łȂ����Y���C���ł̎g�p�������܂��B |
| 2.7 �Ƒn�� |
| ��X�̓����ƈӏ����o�^����A����܂łɔėp����Ă����^�C�v�ɑ�����̂Ƃ��Ă̐ݒu�Ƃ����q�悩��̗v�]�������������悤�ɁA���ЃG�A���[�^�[�̓Ƒn���͊��ɏؖ�����Ă���Ɣ��f���Ă���B���̈�Ƃ��āA���E���^�C�v�̂��̂Ɣ�ׂ�ƈ��͑��������Ȃ��B�z�ǂ͓������ɐݒu���Ă���A���o�����C�A�͓������ɓ��������B���͂������ӏ����Ȃ��̂Ŕ��Ɍ����I�ł���B �܂��A����܂ł̃G�A���[�^�[�͐��[���[���قǎ_�f�̗n�������͏オ��B�t�ɐ��[���Ɨn�������͉������Ă��܂��B���ЃG�A���[�^�[�ɂ����ẮA�������ɐݒu���ꂽ�Փ˔ʼnt�́A�C�́A�ő̂��h�a����邱�Ƃɂ�肻�ꂼ�ꂪ��������A�n���������オ��B���[��1m�ȏ゠��Ήғ��ł���Ƃ������Ƃ������ł���B |
| 2.8 ����̋K���ɑ���Ή��� |
| �����̉��P����R�X�g�̒ጸ���Ɋւ���v�]�ɑ��A�Ή����\�ł���B |

| �������D�����ɂ�����_�f�̋����ȊO�ɁA�E�����Ȃǂ̌��C���ɂ�����h�a�ɂ��Ă��₢���킹�������Ă���B�^�]����̊Ԍ��^�]���ւ̑Ή������߂��Ă���B�Ⴆ�A�H�i���H��ɂ����Đ��i�̐��Y�ʂ̒����ɔ����r���ʂ����肵�Ȃ��ꍇ�ɂ͐ݔ��̊Ԍ��^�]�����߂���B�]���̔��C�E�^�̎U�C�ǂł͒�~���ɋC�E���ǂ���Ƃ����s����������Ă������V�J���̎U�C�ǂ͊J�������傫�����߂ɕǂ��Ȃ��B�ŋ߂ł͔p�������ȊO�ɐ����v���Z�X�ɂ�����g�p�Ɋւ�������������������Ă��Ă���B �Ⴆ�A�@�H�i�f�ނ̖��_�f�����ɂ�����h�a�����A�A���w��i�����̃C�I�����A�B���̗̂�p�A�Ȃǂł���B������̏ꍇ�ɂ����Ă��e�^�]�����ɂ����ĎU�C�ǂ̉^�]���@�͂��Ƃ��A�f�ނɂ��Ă��V�K�Ɍ������J�n���Ă���B�ϕ��H���̃I�[���X�e�����X���A�T�j�^���[�`���̎d�グ��L������́A�I�[���v���X�`�b�N���A���̑�����ȕ\�ʌ`���L������̂ȂǗl�X�ȊJ�����i�s���ł���B �Ȃ��A���݂܂ł�10�Јȏ�̊�Ƃ���₢���킹���E�����Ă���B |
| ���⍇�� |



|



